The fluidized bed dryer (FBD) is one of the most efficient industrial drying units for granular and powder products. Standard in pharmaceutical manufacturing since the 1960s, FBD technology is today used across milk powder, instant coffee, infant formula, detergents, agricultural chemicals, polymers and mineral processing. One common truth runs through all these applications: the absolute moisture content of the inlet air directly governs drying time, energy consumption and final product quality. For this reason, integrating a dehumidifier (desiccant pre-conditioning) into FBD lines is no longer optional, it is both an economic and a technical necessity in modern production facilities.

Fluidization Principle: Aerodynamic Force vs. Gravity
At its simplest, a fluidized bed dryer is equipment in which air is blown beneath a bed of granules or powder at sufficient velocity to suspend every particle. The bed then behaves as if it were a fluid; hence the name. Fluidization rests on the balance of two forces acting on each particle: gravity pulling it downward and aerodynamic drag pushing it upward. As air velocity rises, drag grows; at a critical threshold drag matches the particle's weight and the particle starts to move.
Increasing air velocity progressively brings the bed through four distinct regimes. In the fixed bed regime particles remain stationary and the pressure drop rises linearly with velocity. At the minimum fluidization velocity (Umf) the bed expands slightly, particles lift off the distributor plate, and the pressure drop stabilizes. As velocity rises further the bed enters the bubbling fluidization regime (the preferred operating point in industrial FBDs) where bubbles rising through the bed create excellent mixing, uniform temperature distribution and the maximum gas-solid contact area. At still higher velocities, particles enter pneumatic transport and are carried to the filter surface; this regime is undesirable in production.
| Regime | Velocity Range | Behaviour | Suitable for Drying? |
|---|---|---|---|
| Fixed Bed | U < Umf | Particles stationary, linear pressure drop | No |
| Minimum Fluidization | U = Umf | Bed expands, pressure drop stabilizes | Boundary regime |
| Bubbling Fluidization | 1.5–4 × Umf | Excellent mixing, rising bubbles | Yes (optimum |
| Pneumatic Transport | U >> Umf | Particles carried to filter | No) loss |
Drying Physics: Simultaneous Heat and Mass Transfer
The fluidized bed's superiority over other drying methods stems from the fact that heat and mass transfer occur simultaneously and at very high rates. In a classic tray dryer, air passes only over the surface and heat slowly penetrates the material pile; in an FBD, each particle is individually surrounded by air. The result: the convective heat transfer coefficient is 5–15 times higher and the mass transfer coefficient is 3–8 times faster than in tray dryers. This translates directly into 3–8 times shorter drying cycles.
A typical pharmaceutical granulation drying cycle consists of two distinct periods. During the constant rate period, the granule surface remains coated with a liquid film; the only factor limiting evaporation rate is the wet-bulb temperature of the air at that condition, and the moisture removal rate stays constant. During the falling rate period, the surface liquid layer retreats and water must diffuse from the granule core to the surface; drying rate slows and the granule's internal pore structure becomes the determining factor. The critical moisture content (Xc) is the transition point between these two periods and is formulation-specific.
Here h is the convective heat transfer coefficient (W/m²·K), A is the total contact area (m²), ΔT is the temperature difference between air and product, and λ is the latent heat of vaporization of water (~2,260 kJ/kg). In an FBD, A is very large because every particle is suspended freely in the air. There are two ways to increase ΔT: raise the air temperature, or lower its wet-bulb temperature. Air temperature is bounded above by product thermal sensitivity (heat-sensitive APIs 60-90 °C, food products 80-150 °C, minerals 200-300 °C). The only way to lower the wet-bulb temperature is to reduce inlet air absolute humidity, and that is precisely where a dehumidifier enters the picture.
Moisture Profile of Inlet Air and Its Impact
Air entering the FBD has two critical properties: temperature and absolute humidity (g water / kg dry air). Temperature is adjustable through heaters; absolute humidity, however, varies directly with outdoor conditions and can only be fixed by active dehumidification. In Mediterranean and temperate industrial climates the absolute humidity of outdoor air swings dramatically between winter and summer.
| Season | Outdoor Temp (°C) | Relative Humidity (%) | Absolute Humidity (g/kg) | FBD Efficiency Index |
|---|---|---|---|---|
| Winter (January) | 3–8 | 70–85 | 3.5–5.5 | 100% reference |
| Spring (April) | 12–18 | 60–75 | 6–10 | 95–98% |
| Summer (July) | 26–33 | 55–75 | 13–21 | 75–88% |
| Autumn (October) | 15–22 | 65–78 | 8–14 | 90–95% |
The psychrometric calculation is simple but deceptively important: 1 kg of dry air heated to 100 °C can hold approximately 300 g of water at saturation. But if this air already contains 18 g/kg of absolute humidity, the "net" amount that can be removed from the granule drops to 300 − 18 = 282 g/kg. If the same air enters at 5 g/kg, the net capacity rises to 295 g/kg. This apparently small difference translates to roughly 470 kg more moisture removal per hour on a large FBD operating at 30,000 m³/h. In high-throughput processes such as milk powder or coffee granulation, that difference becomes tens of minutes of drying time per shift.
The key engineering insight here is this: heating air does not change its absolute humidity. A 30 °C / 65% RH (≈18 g/kg) stream heated to 85 °C drops to about 6% RH, but it still contains 18 g of water per kg. The moisture you want to draw from the granule has to compete with this water. The only solution is to dry the air (in the absolute-humidity sense) before it reaches the FBD. Lowered absolute humidity is the only physical mechanism that increases real drying capacity.
Figure 1: Seasonal Humidity Variation and FBD Energy Use (Before vs. After Desiccant Integration)
Desiccant Dehumidifier Integration
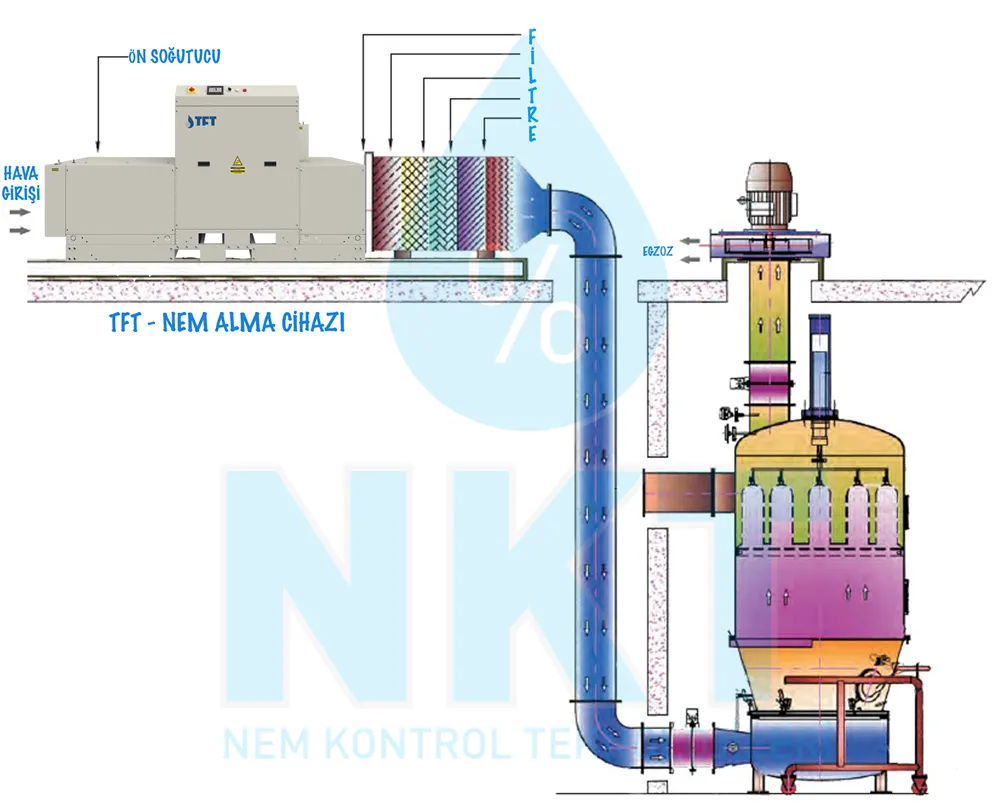
Integrating a dehumidifier into an FBD line is not a simple "add equipment" exercise. It requires multiple components arranged in the correct sequence, with the correct control logic and the correct pressure balance. The industry-standard integration chain follows the sequence shown below.
Figure 2: FBD + Desiccant Dehumidifier Integration Flow Schematic (Temperature and Absolute Humidity)
Pre-Cooling Coil for Dew Point Reduction
In summer, sending 30 °C / 70% RH (~18.6 g/kg) air directly to a desiccant rotor quickly saturates the rotor and prevents reaching the target outlet humidity. For this reason a cooling coil is placed upstream of the rotor during peak season. The coil cools the air to roughly 12 °C, taking it to its dew point; condensate is drained, and the air's absolute humidity drops to about 8 g/kg. The desiccant rotor then completes the reduction to 3–4 g/kg, achieving the ideal FBD inlet condition.
Without pre-cooling, the rotor would have to be sized 3–4 times larger to handle peak summer conditions alone. This not only raises capital cost but also corresponds to idle capacity for 7–8 months of the year, with the reactivation energy bill rising in step. In practice the pre-cooling coil investment pays back in 2–3 years through reduced rotor sizing and operating costs.
Desiccant Rotor Sizing
The following parameters must all be defined before sizing a desiccant rotor:
- Process air flow rate (m³/h): The total inlet air flow of the FBD. Typical ranges: small batch FBDs 800-2,000; medium batch 3,000-8,000; large batch 10,000-25,000; continuous FBDs 30,000-80,000 m³/h.
- Inlet absolute humidity (g/kg): The value after the pre-cooling coil. 8-10 in summer, 3-5 in winter.
- Target outlet absolute humidity (g/kg): Typically 3-5 g/kg for FBD applications. Sensitive spray granulations require below 3 g/kg.
- Moisture removal capacity (kg/h): Calculated as flow × (inlet_humidity − target_humidity) × air density / 1000.
- Reactivation air flow: Typically 25-35% of the process air flow.
- Reactivation temperature: 120-140 °C for standard silica gel rotors; 140-155 °C for low dew point targets.

Filter Cascade Design
In pharmaceutical FBD integrations, filtration is an integral part of GMP compliance. The recommended cascade is:
- G4 coarse filter: Captures particles >10 µm at the outdoor air intake. Monthly inspection, quarterly replacement.
- F7 fine filter (bag/cassette): Placed before the desiccant rotor to prevent dust fouling. Monthly delta-P monitoring, 6-monthly replacement.
- H14 HEPA filter: Final particulate barrier at the FBD inlet; 99.995% efficiency. Annual DOP/PAO integrity testing, 2-3 year replacement.
- Activated carbon filter (optional): Removes VOC contaminants in chemically sensitive environments or for sensitive API production.

Condenser vs. Silica Gel Rotor: Which Technology?
Two main dehumidification technologies are used for FBD pre-conditioning. The correct choice depends on the target absolute humidity, outdoor conditions and available energy infrastructure.
Condenser (Refrigerant) Type
- Working principle: Condensation of water vapour on a cold surface
- Typical outlet absolute humidity: 6-9 g/kg
- Minimum achievable dew point: +5 to +10 °C
- Effective in summer (20+ g/kg inlet)
- Inefficient in winter (5 g/kg inlet)
- By itself, only serves a pre-cooling role in FBD
Silica Gel Rotor Desiccant
- Working principle: Adsorption on silica gel surfaces of a rotating wheel
- Typical outlet absolute humidity: 1-5 g/kg
- Minimum dew point: -40 to -60 °C
- Stable performance year-round
- Effective even in winter
- The primary equipment for FBD pre-conditioning
The practical engineering decision is usually to use both technologies together. A pre-cooling coil (condensation principle) handles the high peak-summer humidity load and brings the air down to 8-10 g/kg; the silica gel rotor then completes the journey to 3-5 g/kg. This hybrid approach optimizes both rotor size and reactivation energy. NKT engineers size both pieces of equipment together on a project-by-project basis to recommend the configuration with the lowest total investment and operating cost.
Temperature and Dew Point Control
Two FBD inlet air parameters must be monitored and controlled simultaneously: temperature (within ±2 °C of setpoint) and dew point (within ±2 °C of target). Temperature controls bed temperature, while dew point governs bed wet-bulb temperature and therefore the driving force for moisture removal. Calibrated capacitive T+RH sensors read every 30 seconds and feed SCADA for logging.
| Application | Inlet Temperature | Dew Point Target | Absolute Humidity Target |
|---|---|---|---|
| Pharmaceutical granulation | 60–90 °C | +2 to −5 °C | 3–5 g/kg |
| Pharmaceutical spray granulation | 50–70 °C | −5 to −10 °C | 2–3 g/kg |
| Milk powder drying | 150–180 °C | +5 to −2 °C | 4–6 g/kg |
| Instant coffee | 110–140 °C | +5 to 0 °C | 4–5 g/kg |
| Infant formula | 120–150 °C | +2 to −3 °C | 3–4 g/kg |
| Detergent / wash powder | 200–280 °C | +10 to +5 °C | 6–8 g/kg |
| Mineral drying | 150–300 °C | +10 °C | 6–9 g/kg |
Fluidized Beds in Pharmaceutical Granulation (FBD/FBG)
The wet granulation process (the heart of tablet manufacturing) is inseparable from the drying step that follows it. The pharmaceutical industry uses two main fluidized bed configurations: FBD (Fluidized Bed Dryer) for classical drying, and FBG (Fluidized Bed Granulator), a single-bowl unit that performs granulation and drying in one step. In both systems, inlet air quality directly governs granule morphology, bulk density, flow properties and final tablet hardness.
Traditional Granulation + FBD Drying
Wet granules prepared in a high-shear mixer (HSM) are transferred to an FBD bowl and dried with hot, dry air to a target 1-3% moisture. Typical cycle: 30-50 minutes. With high inlet humidity, the cycle extends to 60+ minutes.
One-Step FBG (Top-Spray)
Binder solution is sprayed from above onto API and excipient powders while drying takes place simultaneously. Air temperature, spray rate and moisture balance are extremely sensitive. High ambient humidity causes granule lumping (over-wetting).
Wurster Coating (Bottom-Spray)
Used for controlled-release pellets and mini-tablet coating. Rapid evaporation of the coating solvent requires very low inlet absolute humidity (below 3 g/kg). Otherwise the coating layer remains tacky and agglomeration begins.
Pre-Compression Drying
Post-lubrication, final moisture adjustment of the granule is carried out. Moisture target tolerance is ±0.2 points. Stable inlet air is mandatory; seasonal fluctuations directly affect tablet hardness and disintegration time.
EU GMP Annex 1 and Annex 15 require continuous monitoring of air quality parameters during granulation and drying, with evidence captured in the validation dossier. Within this framework, the desiccant pre-conditioning unit is also subjected to IQ/OQ/PQ. During OQ, winter and summer conditions must be simulated to verify dehumidification capacity; during PQ, product moisture consistency (target ±0.3%) must be proved over three consecutive successful batches. NKT provides clients with IQ/OQ/PQ protocol templates and the seasonal simulation methodology.
Fluidized Beds in Food Drying: Milk Powder, Coffee, Infant Formula
In the food industry, fluidized bed drying is most often positioned as a second-stage "after-dryer" downstream of a spray dryer. The spray dryer reduces product moisture from around 50% to 5-7%; the FBD then takes it from there to the target 2-4% and cools the product to packaging temperature. In two-stage systems total energy consumption is 20-30% lower than in a single-stage system, and product quality (colour, solubility, organoleptic properties) is significantly better.

Milk Powder (Skim & Whole Milk Powder)
FBD inlet air temperature 150-180 °C, outlet 65-75 °C; target moisture 3.5-4%. Seasonal absolute-humidity variation directly affects powder flowability, summer batches appear "lumpy" and customer complaints rise. Desiccant pre-conditioning delivers consistent product properties year-round.
Infant Formula
High value-added product; microbiological safety is paramount. FBD inlet filtration at H13/H14 class, with pre-cooling + desiccant rotor + UV-C sterilization applied together. Moisture tolerance is ±0.2%. A single rejected batch costs hundreds of thousands of TL.
Instant Coffee Granule
Agglomeration and final drying happen together. The granule's porous structure must be preserved (for solubility) but moisture must not be over-driven. A desiccant system holding absolute humidity at 4-5 g/kg is critical for texture consistency and shelf life.
Fruit Powder / Flavour Encapsulation
In maltodextrin-matrix flavour capsules, if moisture is high the capsule wall softens and the active leaches out. With FBD inlet held at 3-4 g/kg, shelf life can extend from 6 to 18 months. In premium food products this is a clear competitive advantage.
HACCP and FSSC 22000 certifications require continuous monitoring of air quality parameters (temperature, humidity, particulates) during food drying processes, together with a documented deviation management procedure. The desiccant pre-conditioning unit makes this monitoring possible; SCADA-logged data forms an important link in the traceability chain during audits.
System Integration: Direct Supply vs. Makeup AHU
A dehumidifier can be integrated into an FBD line in two main architectures. The correct choice depends on plant size, the number of FBDs and the existing HVAC infrastructure.
Architecture A: Dedicated Direct Supply
Optimized for a single FBD line, this approach connects the desiccant dehumidifier directly to the FBD inlet manifold. The system is small, the control logic is simple, commissioning is fast, and unit cost is low. The drawback: facilities with multiple FBDs require a separate desiccant unit per line, raising total capital cost. This is the typical choice for pharmaceutical plants with one or two FBDs.
Architecture B: Makeup Air Handling Unit (Central AHU)
A central air handling unit (AHU) feeds multiple FBD lines or a combination of process equipment. The AHU contains, in order, fresh air filters, pre-cooling, a desiccant rotor, post-heating and a distribution fan. From a common duct system, air is sent to each FBD via damper control. Advantages: economy of scale, single control point, more effective energy recovery. Disadvantages: a single fault can affect the whole system, so redundancy design is critical. This architecture is preferred in large continuous processes such as milk powder, coffee and detergents.
| Criterion | Architecture A (Direct) | Architecture B (Central AHU) |
|---|---|---|
| Suitable scale | 1-2 FBDs | 3+ FBDs or multi-process |
| Investment | Low per unit | Low overall (scale economy) |
| Commissioning time | 2-4 weeks | 6-10 weeks |
| Redundancy | Line-independent | N+1 fan design mandatory |
| Energy recovery | Limited | High potential |
| Control complexity | Low | Medium-high |
| Typical sector | Pharmaceutical (multi-product) | Milk powder, coffee, detergents |
Fan Synchronization: A Critical Detail
In integrated FBD + desiccant systems there are two independent air circuits: the process air fan of the desiccant unit and the main process fan of the FBD. The pressure balance between these fans directly determines system performance. The fundamental rule is this: the FBD inlet manifold pressure must always be held 5-15 Pa below the desiccant outlet pressure. Otherwise the vacuum created by the FBD fan tries to bypass the desiccant system, and humid air infiltrates through uncontrolled secondary paths.
The practical solution is VFD control of the desiccant fan. A pressure transmitter placed in the FBD inlet manifold provides a signal that automatically adjusts desiccant fan speed and holds the target negative pressure. This approach delivers both safety and 15-25% energy savings at part-load conditions. In master-slave control logic the FBD fan is the master and the desiccant fan is the slave, tracking the FBD fan proportionally as it varies.

Retrofit Methodology for Existing FBDs
Adding desiccant pre-conditioning to an existing FBD line (retrofit) is a relatively common engineering request. The typical methodology proceeds as follows:
- Baseline measurement: Inlet air temperature + RH + absolute humidity are logged over one week, alongside FBD performance data (batch time, product moisture).
- Target definition: Together with the customer, targets are set for batch time, product moisture consistency and energy consumption.
- Sizing: The desiccant rotor, pre-cooling coil and ancillary equipment are sized to the existing air flow. If the existing FBD fan pressure is insufficient, a booster fan is added.
- Commissioning: Once installed, pressure synchronization with the FBD fan (5-15 Pa negative) is performed.
- Validation: Seasonal simulation (winter-summer) verifies outlet absolute humidity within a ±0.5 g/kg tolerance. The process closes with three successful PQ batches.
Typical payback for retrofit projects is 18-30 months. The dominant payback driver is rarely energy savings, it is production volume growth (yearly batch count) and reduced batch rejection.
Case Study: Milk Powder Production Line (12 t/h)
This section walks through an FBD desiccant integration project at a medium-large milk powder facility in the Marmara region. The figures are representative of the sector and reflect actual engineering decisions, although they are intended as a general industrial example.
Facility Profile
| Parameter | Value |
|---|---|
| Production capacity | 12 t/h full-fat milk powder |
| FBD type | Continuous after-dryer, downstream of spray tower |
| FBD air flow rate | 45,000 m³/h |
| FBD inlet temperature (existing) | 165 °C |
| FBD outlet temperature | 72 °C |
| Product inlet moisture | 6.5% |
| Product target moisture | 3.8% ± 0.3% |
| Operating hours | 7,200 h/year (300 days × 24 h) |
| Summer outdoor air | 32 °C, 65% RH (≈19.5 g/kg) |
| Winter outdoor air | 5 °C, 75% RH (≈4 g/kg) |
Pre-Retrofit Issues
- Seasonal product moisture drift: Summer batches at 4.2-4.5% (above upper specification), winter batches at 3.3-3.6%.
- Customer complaints: Summer batches show degraded powder flowability; returns from distributors increase.
- Energy consumption: Summer kWh/ton is 22% higher (need to push hot air inlet temperature even higher).
- Throughput loss: In hot and humid conditions, line speed has had to be reduced from 12 t/h to 9-10 t/h on some shifts.
Implemented Solution
A desiccant pre-conditioning unit was installed between the existing FBD line and the spray dryer. The system components are:
- Two-stage pre-filtration (G4 + F7) (18 modules total
- Cooling coil) chiller-fed, 240 kW cooling capacity (at summer peak)
- Silica gel rotor dehumidifier (TFT ADP series, 28 kg water/h capacity, AISI 304 stainless steel housing
- Steam regeneration) 130 °C reactivation temperature, fed from existing steam header
- H14 HEPA final filter (food-grade certified
- VFD-controlled desiccant process fan) synchronized to FBD manifold pressure
- SCADA integration, temperature, humidity, pressure, fan speed and filter delta-P logged; FSSC 22000 traceability records
Results (12 Months Post-Retrofit)
Year-round outlet absolute humidity: 4.5 ± 0.4 g/kg (the winter-summer swing dropped from 8 g/kg to 0.4 g/kg)
Product moisture consistency: 3.75% ± 0.15% (previous: 3.8% ± 0.5%)
Summer throughput loss: eliminated; 12 t/h held year-round
Customer complaints: from 14 to 2 per year
Drying energy savings: 26% in summer, 14% annual average
Production volume gain: 280 additional tons per year (recovery of summer losses)
Payback period: 21 months (combined energy savings + production gain + complaint reduction)
The most striking finding from this case study is that energy savings were not the dominant payback driver, production volume growth was. This is a pattern that repeats across most FBD desiccant projects: energy savings are the most visible revenue item, but the impact on product quality and production continuity usually generates more financial value.
NKT Engineering and the TFT Technology Partnership
Integrating a dehumidifier into a fluidized bed dryer line is not just equipment supply, it is a multi-layered engineering service. The correct outcome requires psychrometric calculation, fluidization physics, GMP/HACCP requirements, seasonal simulation, fan coordination, commissioning protocols and a long-term maintenance strategy, all considered together.
NKT Nem Kontrol Teknolojileri, as the Turkish business partner of Italy-based TFT (Tecnofrigo Tuscany Srl), delivers this entire solution chain under one roof. TFT's ADP, ADS and AD series silica gel rotor industrial dehumidifiers (with AISI 304 stainless steel housings, electric / steam / natural-gas regeneration options and PLC control infrastructure) are designed to meet the FBD pre-conditioning requirements of pharmaceutical, food and chemical industries. At the start of every project, NKT engineers work with the client to analyse batch size, target product moisture, existing air flow, outdoor conditions and energy infrastructure; the rotor, pre-cooling coil and auxiliary equipment are then sized to fit.
The service scope includes: front-end engineering feasibility, system design and detail engineering, equipment supply, on-site installation, commissioning, fan pressure balancing, IQ/OQ/PQ validation protocol support, operator training, and post-warranty technical maintenance. For retrofit projects on existing FBD lines, one week of baseline measurements captures current performance and is presented to the customer alongside a payback analysis and a technical proposal. NKT's goal is to ensure that the fluidized bed dryer investment delivers maximum returns in product quality, energy efficiency and production continuity.