Kaşar is a semi-hard, pasta filata-style yellow cheese and one of Turkey's most technologically demanding dairy products. Its characteristic elastic texture, balanced salt-acid profile and long shelf life depend directly on tightly controlled drying and maturation processes. During this phase, precise relative-humidity management determines both product quality and compliance with the Turkish Food Codex moisture-content limits. Poor humidity control means more than yield loss, it opens the door to mould and to microbiological risks such as Listeria monocytogenes.
This in-depth technical guide approaches kaşar cheese drying and maturation humidity control from an engineering perspective. Starting with milk processing, it covers scalding (haşlama), brining, surface drying, maturation room design, condensing vs silica gel rotor dehumidifier selection, mould prevention strategies, pathogen risk management (e.g. Listeria) and a real 20 ton/month plant case study, step by step. As NKT, Humidity Control Technologies, our aim is to provide dairy industry engineers and plant managers with actionable, measurable and sustainable reference solutions.

Kaşar Production Process and Humidity-Critical Steps
Kaşar belongs to the pasta filata family of semi-hard yellow cheeses. Historically developed in the Thrace, Kars and Kayseri-Pınarbaşı regions of Turkey, today it is manufactured at industrial scale under modern hygienic protocols. Commercial grades are classified as fresh kaşar (3–6 months of maturation), old kaşar (6–12 months) and extra-aged kaşar (12+ months); each class requires a different temperature-humidity regime.
Under the Turkish Food Codex Cheese Communiqué, kaşar must be matured for at least 45 days and stay within prescribed moisture-content limits. This regulatory frame is the fundamental constraint of any production and maturation room design.
General Production-Flow Schema
The full kaşar process flow makes it clear at which step humidity control becomes critical:
Raw milk is first pasteurized via HTST (72°C, 15 s) or LTLT (63°C, 30 min). After cooling to 30–32°C, the milk is inoculated with mesophilic Lactococcus lactis starter culture. The starter converts lactose to lactic acid; when pH reaches 6.3–6.4, rennet is added. The curd sets within 35–45 minutes and is then cut. The curd pieces undergo syneresis, expelling whey, while acidity continues to develop.
The step that truly separates kaşar from other cheeses is scalding (pasta filata). Once the curd's pH falls to about 5.1–5.3, the pieces are immersed in 70–75°C salted water and kneaded. During this stage casein protein fibres realign and the characteristic fibrous, elastic kaşar texture emerges. The kneaded mass is pressed into moulds and set with cold water. Shaped blocks are then immersed in 18–22% brine at 10–12°C for 12–36 hours. Salt supports flavour development while also building the initial surface barrier.
Drying Phase and Surface Rind Formation
Kaşar blocks leaving the brine bath are loaded onto stainless steel (AISI 304) hygienic trolleys and transferred to the drying room. In some plants this is integrated with the maturation room; in others, a dedicated drying room precedes maturation. The fundamental goal of surface drying is to rapidly reduce water activity and initiate a healthy rind.
The Engineering Significance of the Surface Rind
The rind acts as the cheese's "own packaging", a thin surface layer whose quality governs several functions:
- Water-vapour barrier: Releases internal moisture at a slow, controlled rate; this balances weight loss.
- Microbiological shield: As the surface dries, water activity (aw) drops; the habitat for pathogens like Listeria and Pseudomonas shrinks.
- Thermal homogeneity: A dense rind buffers the internal temperature against external fluctuation.
- Flavour compartment: Keeps the volatile flavour compounds (short-chain fatty acids, esters) produced during maturation contained within the interior matrix.
Target Parameters During the Drying Phase
Drawing on established Turkish dairy practice and international references, the following ranges are standard for kaşar surface drying:
| Parameter | Target Range | Tolerance Note |
|---|---|---|
| Temperature | 12–14°C | ±0.5°C/hour deviation limit |
| Relative Humidity | 80–85% RH | First 48 h: gradual reduction 85% → 82% |
| Air Velocity (shelf level) | 0.25–0.40 m/s | No direct surface impingement |
| Air Changes per Hour (ACH) | 10–15 ACH | Avoids CO2 and VOC build-up |
| Fresh-Air Make-Up | 10–15% | Increase during personnel access |
| Duration | 3–7 days | Depends on block size and target ageing time |
Maturation Physiology: Enzymatic and Microbial Processes
Maturation is the phase that gives kaşar its real technological identity. Biologically, three core mechanisms run in parallel: glycolysis, proteolysis and lipolysis. The rate of each is governed directly by ambient temperature and indirectly by water activity (aw), and water activity itself depends on the balance between the cheese's internal moisture and external relative humidity.
Proteolysis: The Architect of Texture and Flavour
The dominant protein in cheese, casein, is degraded during maturation by several enzyme systems. Residual chymosin from rennet cleaves casein into large peptides (e.g. β-CN f1–192). Proteases from the starter and secondary cultures then progressively break these down into smaller peptides and finally into free amino acids. Proteolysis is what produces kaşar's distinctive sliceable, elastic but non-melting texture.
Lipolysis and the Aroma Complex
Milk triacylglycerols are partially hydrolyzed by lipoprotein lipase and microbial lipases, releasing free fatty acids. Oxidation, esterification and subsequent reactions of these acids generate the characteristic volatile aroma profile of kaşar, notably butyric acid, caproic acid and ethyl esters. Excessive humidity and temperature accelerate lipolysis uncontrollably, producing rancid off-notes.
Glycolysis and pH Trend
The lactic acid produced by the starter is gradually converted to lactate and, in longer maturation, to compounds such as propionate, acetate and CO2. pH typically rises slightly from a 5.1–5.3 band to 5.3–5.5 over the first 30 days. This pH range is relatively permissive for mould growth, which is why keeping relative humidity below 85% is critical for microbiological safety.
Target Humidity and Temperature Ranges (Staged Profile)
Holding a single fixed temperature and humidity is the most common approach to kaşar maturation, but advanced plants apply a staged profile that optimizes rind development first and inner ripening afterwards.
| Phase | Duration | Temperature | Relative Humidity | Goal |
|---|---|---|---|---|
| Surface Drying | 0–7 days | 12–14°C | 82–85% | Rind initiation, water-activity reduction |
| Early Maturation | 7–30 days | 12–14°C | 80–85% | Onset of proteolysis, texture stabilization |
| Maturation | 30–90 days | 10–12°C | 78–82% | Flavour development, controlled weight loss |
| Extended Aging | 90+ days (old kaşar) | 8–10°C | 75–80% | Aroma deepening, hard rind |
| Cold Storage (vacuum) | Until consumption | 2–4°C | 80–85% | Stable storage, oxidation control |
A key insight from this table is that temperature alone is not enough. Two different RH values at the same temperature produce two different equilibrium water activities, and therefore very different maturation behaviour. Modern dairy plants place RH sensors not at a single point, but at at least three locations: room inlet, room outlet and mid-room shelf height.
Maturation Room Design + Figure 1: Kaşar Maturation Room Cross-Section Diagram
A kaşar maturation room must be treated as an HVAC micro-climate system. The design approach holistically balances product load, cooling load, moisture load, hygienic-design criteria and energy efficiency. For a typical 20 ton/month plant, a single room is sized at roughly 12 m × 8 m × 4 m (LxWxH), giving a net volume of about 384 m³.
Structural Design Principles
- Sandwich panel walls/ceiling: 100–120 mm PUR/PIR polyurethane core, food-grade stainless or white-painted galvanised steel facing; thermal transmittance (U) ≤ 0.25 W/m²K.
- Floor: Epoxy-coated concrete; 1–2% slope; central drain; coved wall-floor radius for hygienic cleanability.
- Doors: Automatic sliding or hygienic swing-cushioned door; air-curtain mandatory; airlock with double doors standard on larger plants.
- Lighting: IP65 LED panels; 200–300 lux; spectra chosen for low photo-oxidation risk.
- Drainage: Independent wash-down drain lines; HACCP-mandated back-flow valves on floor gulleys.
Air Circulation and Distribution

Success in a maturation room is directly tied to homogeneous air distribution. The target is to hold every shelf position within ±2% RH and ±0.5°C. This requires:
- Slow, balanced overhead supply through textile (fabric) diffusers or perforated metal diffusers
- Floor-level return (0.3–0.5 m above the floor); moist and CO2-laden air descends
- Vertical shelf spacing of at least 80–100 mm; lateral spacing 50 mm; uniform access to every surface
- VFD-driven circulation fans; modulated 6–12 ACH
- Fresh-air make-up at a steady 10–15%; F7 + F9 filtration mandatory (HEPA H13 not required)
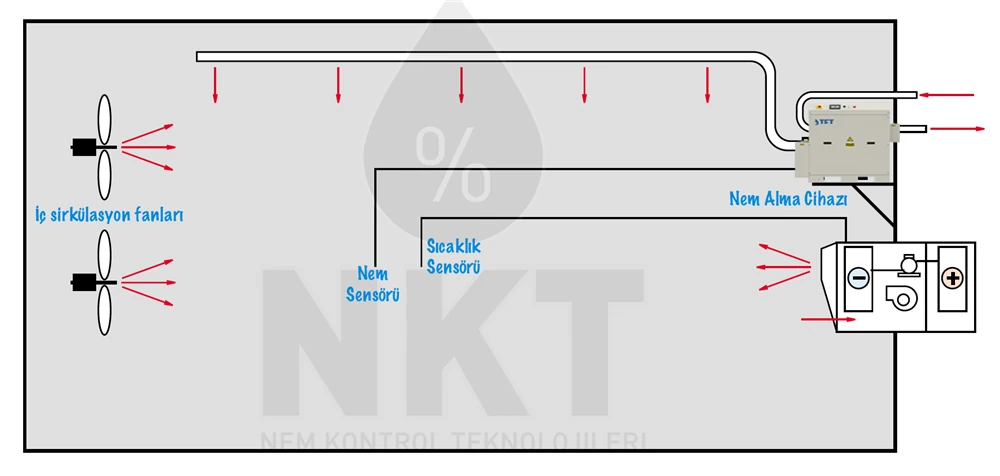
The following cross-section diagram shows the airflow architecture of a typical 12 m × 8 m × 4 m kaşar maturation room. The diagram identifies the dehumidifier, cooling coil, cheese wheels/blocks, rack layout and the direction of supply and return airflows.
Condensing vs Silica Gel Rotor Dehumidifier Comparison (Cheese Context)
The typical operating conditions of a kaşar maturation room (10–14°C, 80–85% RH) lead to different outcomes for the two main dehumidification technologies. The right choice impacts both capital expenditure and operating cost.
Condensing (Mechanical / Compressor-Based) Dehumidifiers
Condensing systems use a refrigeration cycle to condense moisture on a cold evaporator surface. They follow the same classic DX cycle as household dehumidifiers. For the typical kaşar working point of 12–14°C, 80–85% RH, this technology is efficient but marginal: the evaporator surface temperature (4–6°C) versus the room temperature (12–14°C) gives a workable delta for balanced moisture removal, but if the room drops below 10°C, defrost demands begin to appear.
| Property | Value / Approach |
|---|---|
| Efficiency (kaşar conditions) | SMER 1.8–2.5 kWh/L |
| Min. Ambient Temperature | 10°C (7°C with defrost support) |
| Min. Relative Humidity | 50% |
| Capital Cost | Low |
| Maintenance Complexity | Low – Moderate |
| Recommended Capacity Range | 20–1000 L/24 h |
For more than 80% of kaşar maturation rooms, condensing technology is the economically and technically optimal choice. In typical 20–50 ton/month plants, one or two units handle the room load comfortably.

Silica Gel Rotor (Desiccant / Adsorption) Systems
Silica gel rotor dehumidifiers use a rotating matrix loaded with adsorbent (silica gel or lithium-chloride-impregnated ceramic). Moist air passing through is dehumidified, while a separate sector of the rotor is regenerated with hot air at 120–155°C. These systems excel where the temperature falls below 10°C or where a very low dew point target is required.
In a kaşar context, silica gel rotors are typically justified in two specific scenarios: (1) extended maturation rooms (old kaşar, 8–10°C, 75–80% RH); (2) post-drying conditioning rooms in higher-end dairy plants. Condensing systems lose efficiency in these conditions, while rotor technology delivers stable performance at low temperatures. NKT offers the ADS, ADP and ADE series, produced in partnership with TFT (Tecnofrigo Tuscany Srl (Italian industrial dehumidifier manufacturer) Italy) for this class of application.
Mould Control, Surface Drying and Listeria Prevention
Microbiological safety is the invisible but most critical function of HVAC design in a kaşar maturation room. Humidity, temperature and circulation directly influence three core microbiological risks: mould growth, Listeria monocytogenes contamination, and surface bacterial biofilms.
Mould Sources and Preventive Parameters
The most common mould genera in maturation rooms are Penicillium, Aspergillus, Cladosporium and Mucor. Growth requires:
- Visible surface moisture, inevitable above 90% RH
- Surface water activity (aw) > 0.90
- Temperature in the 8–25°C band
- Stagnant air (corners with poor circulation
- Non-hygienic surfaces) wooden pallets, cracked walls, poorly cleaned racks
The HVAC mould-prevention strategy comprises:
- RH control: < 85% continuously; deviation alarm at 88%
- Continuous air circulation: No dormant zones; fans never switched off
- Surface drying: Active surface-drying phase during the first 5–7 days; reduce rind aw below 0.90
- Filtration: Top-grade F7 + F9 including fresh air; minimises mould-spore ingress
- UV-C sterilization (optional): Installed in the return-air duct; inactivates mould spores, but no direct line-of-sight onto product
- Hygienic design: Coved wall-floor radius, stainless steel shelving, crack-free flooring
Listeria monocytogenes Risk and HVAC Approach
Listeria monocytogenes is one of the most critical pathogens in kaşar production. As a psychrophilic organism, it can multiply even at 2–4°C; it survives pH 4.4–9.4 and aw > 0.92. EU Commission Regulation (EC) 2073/2005 and the Turkish Food Codex require Listeria to be undetectable in matured cheeses such as kaşar.
Surface Maintenance Protocol
- During the first 7 days, inspect kaşar surfaces daily; revisit airflow pattern if local moisture accumulation appears
- At early mould observation, wipe the surface with food-grade brine or a permitted natural antifungal agent (e.g. natamycin within regulated surface limits)
- Before vacuum packaging, perform visual inspection and hardness test
- HACCP-mandated batch-level temperature-humidity logs retained for 2 years
Case Study: 20 Ton/Month Kaşar Maturation Plant
The following case study reflects a sizing exercise carried out by the NKT engineering team for a typical Anatolian dairy plant. Customer target: 20 tons/month of kaşar, product type 3-month-aged fresh kaşar, block size 2 kg, target shelf life 90 days prior to packaging.
System Parameters
| Parameter | Value | Notes |
|---|---|---|
| Monthly Output | 20,000 kg | 10,000 × 2 kg blocks/month |
| Maturation Period | 90 days | Turkish Food Codex min. 45 + safety buffer |
| Stock in Maturation | ≈ 60,000 kg | 3 months × 20 ton |
| Number of Rooms | 3 parallel rooms | Sequential loading for FIFO |
| Room Volume (each) | 384 m³ | 12 m × 8 m × 4 m |
| Target Temperature | 12–14°C | ±0.5°C tolerance |
| Target Relative Humidity | 80–85% | ±2% tolerance |
| Product Density | ≈ 52 kg/m³ | 20,000 kg / 384 m³ |
Moisture Load Calculation
The total moisture load has four primary components. The following formula is NKT's standard engineering approach:
- Product evaporation (Wproduct): Assuming 0.10–0.15%/day average weight loss during maturation → 20,000 × 0.0012 = 24 kg/day; in the active first week this rises 2–3×.
- Fresh air load (Wfreshair): 384 m³ × 12 ACH × 15% fresh = 691 m³/hour. Conditioning summer outdoor air from 30°C/70% RH down to 12°C/82% RH ≈ 6 kg/hour (144 kg/day).
- Infiltration (Winfiltration): Door openings + structural infiltration ≈ 2 kg/day.
- Personnel: 2 persons × 4 hours × 100 g/hour = 0.8 kg/day.
Total raw moisture load ≈ 171 kg/day; with a 25% safety factor, design load ≈ 214 kg/day. Across three rooms, total ≈ 640 kg/day ≈ 27 kg/hour dehumidification capacity required. Because most of the load comes from fresh-air pre-treatment, placing a central ducted condensing dehumidifier upstream on the make-up air module reduces the size of in-room units.
Recommended Configuration

- Central fresh-air pre-treatment: 1 × CD 1200-3000 ducted unit, distribution duct to all rooms
- Per-room support unit: 3 × CD 160-980 (one per room); operating around 200 L/day
- Cooling system: 3 × 12 kW evaporator per room; central chiller (40 kW; product load + infiltration + dehumidifier sensible heat contribution included)
- Controls: Central SCADA, three-point RH + temperature sensors per room, 15-minute data logging, ±2% RH alarm band
- Hygienic design: All wetted surfaces AISI 304, condensate drainage via siphon and back-flow valve
Energy and Operating Profile
| Component | Rated Power | Avg. Annual Runtime | Estimated Consumption |
|---|---|---|---|
| Central dehumidifier (CD 1200-3000) | 18 kW | 4,500 hours | 81,000 kWh |
| Room dehumidifiers (3×) | 9 kW (total) | 3,500 hours | 31,500 kWh |
| Chiller | 40 kW | 5,500 hours | 220,000 kWh |
| Circulation fans + lighting | 4.5 kW | 8,760 hours | 39,400 kWh |
| Total Annual | ≈ 372,000 kWh | ||
This configuration yields a specific energy consumption of about 1.55 kWh/kg of kaşar, outperforming the European average (1.6–2.2 kWh/kg). Adding a heat-recovery exchanger on the fresh-air loop can deliver another 12–18% of energy savings.
Energy Efficiency and Periodic Maintenance
Energy Optimization
A significant portion of operating costs in kaşar maturation plants comes from refrigeration and dehumidification. NKT's field-validated energy-saving strategies:
- Heat recovery: Plate-frame heat exchanger on the fresh-air intake; recovers heat/cool from the exhaust return air (seasonal effect)
- VFD-driven fans: Variable-speed instead of fixed-speed; 20–30% energy saving with day/night modulation
- Night set-point shift: Loosen RH set-point by ±1% during unattended hours
- Cold storage of vacuum-packed product: Cheeses exchange no moisture; dehumidifier set-back mode
- Condensate recovery: Clean water from condensing-unit drains can serve as pre-rinse for plant cleaning
Periodic Maintenance Schedule
| Component | Monthly | Quarterly | Semi-Annual | Annual |
|---|---|---|---|---|
| Air filters (G4, F7, F9) | Visual check | Clean / replace | Full replacement | Class review |
| Evaporator coil | Surface check | Cleaning | Detailed wash | Leak test |
| Condensate drainage | Flow check | Siphon cleaning | Line check | Drain piping inspection |
| Silica gel rotor | — | Visual | Performance test | Wash / seal check |
| RH / Temperature sensors | Data check | Drift check | Calibration | Certified calibration |
| Fan motors | — | Lubrication / check | Vibration test | Bearing replacement (if needed) |
| HACCP documentation | Data archival | Internal audit | External audit | System update |
NKT Technical Solutions and TFT Italy Partnership
NKT (Humidity Control Technologies) is a reference organization in industrial dehumidification in Turkey, designing dedicated projects for the dairy, meat, cheese and dry-food industries. Our team comprises process engineers, HVAC designers and control-system specialists; every project evaluates field data, customer capacity targets and regulation (Turkish Food Codex, EC 2073/2005) together.
NKT's Kaşar / Dairy Industry Service Package
- Site survey and psychrometric analysis: RH-temperature mapping of existing rooms; improvement roadmap
- Concept design and sizing: Optional CFD-supported airflow analysis prior to investment
- Equipment supply: Condensing (CDP, CD, CDW series) and silica gel rotor (ADS, AD, ADP, ADE series) units
- Commissioning: On-site calibration, set-point tuning, operator training
- Service contract: 2–4 site visits per year, remote monitoring, spare-parts stock
- SCADA integration: Compatibility with existing plant management systems (Modbus, BACnet, OPC UA)
TFT Italy: A Strategic Partner in Adsorption Technology
The technological backbone of NKT's silica gel rotor (desiccant) product line is its partnership with TFT (Termodinamica Fluido Termica) Italy. Since the 1980s, TFT has manufactured industrial adsorption dehumidifiers from its European base. TFT rotors are supplied in stainless steel cassettes with 200 mm and 400 mm depth options; this is the class of choice for extended cheese maturation and freezer-room applications. The partnership lets NKT deliver European-grade equipment paired with local engineering support.
This comprehensive guide has covered every dimension of humidity control in the kaşar cheese drying and maturation process. From production flow to room architecture, equipment selection to microbiological safety, case study to maintenance calendar, each section is built on real plant data observed in the field by the NKT engineering team. For updating the humidity-control architecture of your production facility, planning new investment, or analyzing the efficiency of an existing system, the NKT technical team is ready to assist.