Moisture in the Plastics Industry: The Overlooked Cost Factor
In plastic production processes such as injection moulding, extrusion, and blow moulding, moisture is the root cause of the vast majority of quality issues, yet it is often detected too late. Excess moisture in granules entering the production line creates visible defects in the moulded part: silver streaks, bubbles, discolouration, dimensional deviations, and loss of mechanical properties are among the most common.
Turkey's plastics processing sector, with an annual output exceeding 10 million tonnes, is among Europe's leading producer nations. When moisture-related scrap and reprocessing costs affecting 8–12% of this volume are factored in, the sector faces hundreds of millions of TL in preventable losses annually.
Solving moisture problems requires intervention at multiple points along the production line: raw material silo, conveying lines, drying system, injection/extrusion machine, mould zone, and packaging area. Rather than focusing on a single point, a holistic integration map must be considered. TFT, Tecnofrigo Tuscany Srl (Italian industrial dehumidifier manufacturer) – Italy industrial dehumidifiers provide reliable solutions at every link in this chain.
Moisture causes damage through two distinct mechanisms in plastics production: hygroscopic plastics absorb moisture into the material structure (internal moisture), while non-hygroscopic plastics experience condensation only on their surfaces (surface moisture). Each mechanism requires different solution strategies, and TFT – Italy industrial dehumidifiers offer optimised solutions for both scenarios.
Plastic Types and Moisture Behaviour
Hygroscopic Plastics
Hygroscopic plastics have the capacity to absorb moisture molecules into the polymer chain. For these plastics, removing surface moisture alone is insufficient, internal moisture within the granule must also be eliminated. This makes the drying process critically important, and desiccant air dryers are preferred over standard hot-air dryers.
| Plastic | Process | Max. Processing Moisture (%) | Drying Temp. (°C) | Result of Excess Moisture |
|---|---|---|---|---|
| PA6 (Nylon 6) Hygroscopic | Injection | 0.20 | 80 | Silver streaks, foaming |
| PA66 (Nylon 66) Hygroscopic | Injection | 0.20 | 85 | Foaming, part brittleness |
| ABS Hygroscopic | Injection | 0.10 | 80 | Silver streaks, surface roughness |
| PC (Polycarbonate) Hygroscopic | Injection | 0.02 | 120 | Foaming, hydrolysis |
| PET Hygroscopic | Blow/Extrusion | 0.005 | 160–180 | Hydrolysis, IV drop |
| PBT Hygroscopic | Injection | 0.02 | 120 | Hydrolysis, mechanical loss |
| PMMA (Acrylic) Hygroscopic | Injection | 0.10 | 80–90 | Bubbles, optical deviation |
| PE (Polyethylene) Non-Hygroscopic | Extrusion | — | — | Surface condensation → adhesion issues |
| PP (Polypropylene) Non-Hygroscopic | Injection/Extrusion | — | — | Surface moisture → print/label won't adhere |
| PS (Polystyrene) Non-Hygroscopic | Injection/Extrusion | — | — | Surface moisture → aesthetic defects |
Polycarbonate (PC) is one of the most sensitive hygroscopic plastics worldwide. Its maximum processing moisture is 0.02%, a threshold that can be exceeded very quickly upon contact with ambient air. A closed-loop desiccant dryer must be used for PC, and dried material should not be left waiting.
Surface Moisture Management for Non-Hygroscopic Plastics
Non-hygroscopic plastics such as PE, PP, and PS do not absorb moisture structurally; however, condensation can form on their surfaces. This becomes problematic particularly in these situations:
- When granules are transferred from cold storage to a warm processing environment, causing the surface temperature to drop below the dew point
- Condensation forming inside packaging during storage in high-humidity environments
- Surface moisture on PP granules prevents flexographic printing inks and labels from adhering
- Water droplets on PE films cause optical clarity issues
Moisture-Related Production Defects
Surface Defects
When wet granules are injected, water vapour in the melt expands upon reaching atmospheric pressure, leaving characteristic defects on the part surface:
Mechanical Property Loss
Beyond visual surface defects, moisture-induced hydrolysis reactions reduce polymer molecular weight and permanently degrade mechanical properties:
| Property | Normal Condition | 0.2% Excess Moisture (PA6) | Reduction |
|---|---|---|---|
| Tensile strength | 80 MPa | 61 MPa | 24% |
| Impact resistance (Charpy) | 42 kJ/m² | 28 kJ/m² | 33% |
| Elongation | 150% | 90% | 40% |
| Surface hardness (Shore D) | 75 | 68 | 9% |
Mold Sweating Problem and Dry Air Solution
Psychrometric Explanation: Dew Point and Mould Surface
Injection moulds are cooled with chilled water circuits to ensure rapid solidification of the product. Mould surface temperature is typically maintained between 15–30°C. The problem occurs when the ambient air dew point temperature rises above the mould surface temperature, condensation, i.e. mold sweating, occurs on the mould.
Example: Ambient 28°C / 75% RH → T_dew ≈ 23.4°C
Chiller water 10°C, mould surface ≈ 15°C — sweating is INEVITABLE.
Solution A: Raise chiller water temp (10°C → 18°C) — Cycle time increases!
Solution B: Lower ambient dew point with TFT – Italy dehumidifier (<10°C)
Figure 2: Mould Surface Dew Point Mechanism and Dry Air Solution, Left: Mold sweating is inevitable in humid ambient. Right: Dry air solution with TFT – Italy dehumidifier.
Cost of the Conventional Solution: Capacity Loss
When faced with mold sweating, many operators instinctively raise the chiller water temperature. However, this extends the in-mould cooling time, increasing cycle time and triggering daily capacity loss:
| Parameter | Normal Chiller Water (10°C) | Raised Chiller Water (18°C) |
|---|---|---|
| Cycle time | 28 sec | 34 sec |
| Hourly parts (8-cavity mould) | 1,028 | 847 |
| Daily capacity loss (16 hours) | — | 2,896 parts/day |
| Monthly production loss | — | ~87,000 parts/month |
Dry Air Solution: TFT – Italy Dehumidifier
Supplying dry air from a TFT – Italy industrial dehumidifier to the mould zone lowers the ambient dew point below the mould surface temperature, completely eliminating mold sweating. In this approach, the desiccant dehumidifier works with air distribution grilles integrated around the mould:
- Target: Mould zone dew point ≤ mould surface temperature − 5°C (safety margin)
- Typical capacity: 250–800 m³/h dry air per machine
- Outlet dew point: −10°C to −20°C
- Air distribution: Perforated duct or nozzle arrangement uniformly covering the mould surface
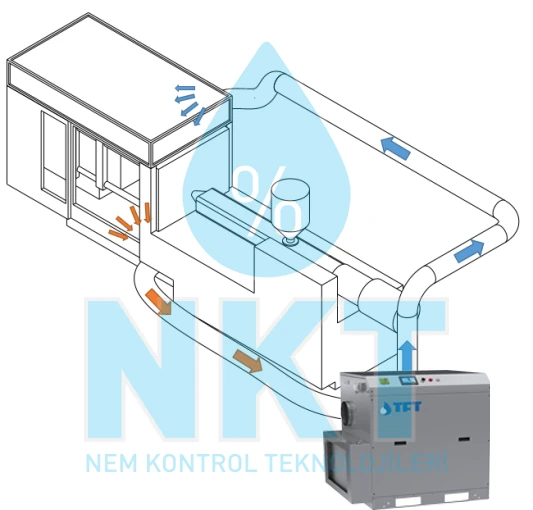
TFT – Italy dehumidifier supplying dry air to the mould zone, fundamentally solves the mold sweating problem.
Special Requirements in IML (In-Mold Labeling) Systems
In IML processes, the label is placed into the open mould by a robotic arm and bonds with the part during injection. In this process, moisture causes two critical problems:
- Label curling: At high humidity, PP or PE labels curl, disrupting robot placement accuracy
- Electrostatic balance: Excessively dry air increases static charge, potentially preventing the label from adhering to the mould. Target RH range: 35–55%
In IML applications, the outlet airflow rate and dew point of TFT – Italy dehumidifiers must be optimised according to label placement precision. Too low RH disrupts the label's static balance, while too high RH causes mold sweating.
Container Rain (Cargo Sweating)
Container rain is a widespread phenomenon in cargo containers travelling tropical routes, causing serious goods damage. Plastic granules are among the products most affected by this damage.
The mechanism works as follows: During daytime, the container's steel surface heats up from solar radiation, warming the air inside and enabling it to hold more moisture. At night, as the surface cools, air temperature drops and the internal air falls below its own dew point, condensation begins on the steel surface and cargo surfaces.

Container rain: Condensation caused by day/night temperature differences settles as liquid on plastic granule surfaces.
Solutions
- In-container desiccant packs: 4–8 silica gel / calcium chloride packs per 40 ft container
- Active dehumidification unit: TFT – Italy dehumidifier integrated within the container for long routes (20+ days)
- Moisture-barrier packaging: Filling granules into low moisture-permeability PE bags
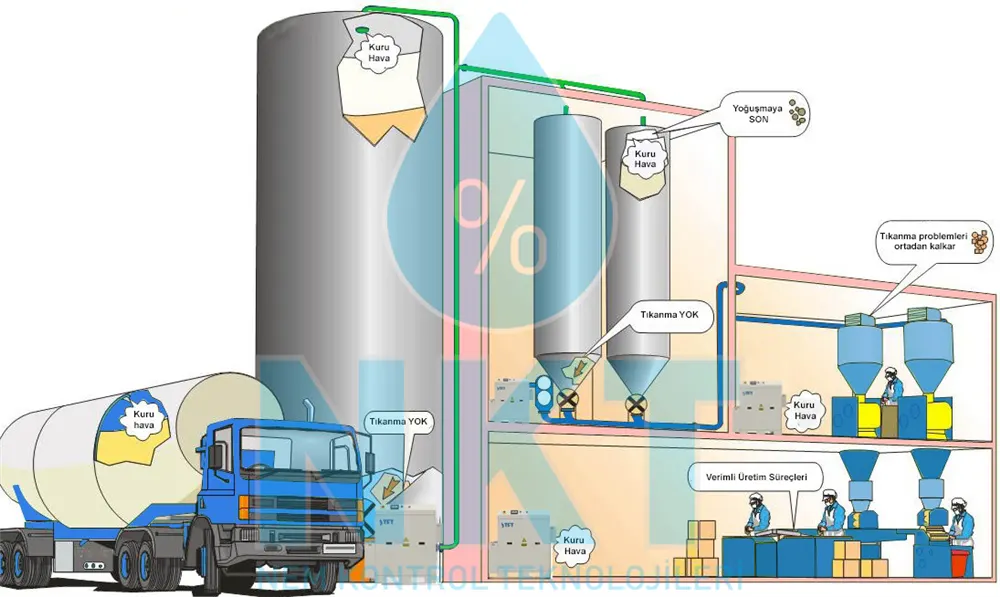
Central Silo Conditioning
Moisture Ingress During Silo Truck Transfer
Plastic granules are pumped into silos via silo trucks. A critical issue occurs during transfer: granules are conveyed into the silo using compressed air from the truck, and this compressed air contains moisture. The water vapour sent into the silo along with the moist air disrupts the moisture control regime and causes blockages in the central material conveying system due to day/night temperature differences.
A TFT – Italy industrial dehumidifier, matched in capacity to the silo truck's intake airflow and integrated at the intake point, ensures that plastic granules are transferred into the central raw material silo using dry air.
In-Silo Conditioning
Granule residence times in silos can range from hours to days. During this period, the moisture content of the silo's internal atmosphere is critically important. Particularly for hygroscopic plastics, in-silo air conditions can cause dried granules to re-absorb moisture after leaving the drying oven.
Problem: Dried PA66 granules were re-absorbing moisture during holding time, exceeding the processing limit. Rework rate: 6%.
Solution: A central TFT – Italy desiccant conditioning unit (outlet dew point −40°C) was installed to serve 3 × 50 m³ silos.
Result: PA66 granule re-absorption dropped to near-zero levels; rework rate fell below 1%.
Equipment Selection: TFT – Italy Dehumidifiers
When selecting an industrial dehumidifier for plastics production processes, different technologies are preferred depending on the application point. TFT – Italy dehumidifiers provide optimised solutions for each application point:
| Application Point | Technology | Target Dew Point | Typical Capacity | TFT – Italy Series |
|---|---|---|---|---|
| Mould zone dry air | Silica gel rotor | −10 to −20°C | 250–800 m³/h/machine | AD / ADP series |
| Silo conditioning | Silica gel rotor | −30 to −40°C | 500–3,000 m³/h | AD / ADP series |
| General production area humidity | Condensation + rotor | 40–50% RH | 1,000–6,000 m³/h | CD / AD combination |
| Packaging zone | Condensation | 50–60% RH | 500–2,000 m³/h | CD series |


Capacity Calculation Principles
Capacity sizing for TFT – Italy dehumidifiers in plastics production facilities is determined by three main factors:
- Mould zone: Number of machines × required airflow per machine (based on ambient volume and mould temperature)
- Silo conditioning: Silo volume + silo truck transfer airflow + moisture load calculation
- General area: Facility volume × air change rate × target humidity level
As NKT – Moisture Control Technologies, we offer TFT – Italy silica gel rotor industrial dehumidifiers, silo conditioning units, mould zone dry air systems, and IoT-based humidity monitoring solutions specifically for plastics production facilities. Let us map your factory's moisture profile together.