
Spiral freezers are high-efficiency freezing systems that form the backbone of modern food processing facilities. Unlike traditional tunnel freezers, these systems carry products on a multi-tier spiral conveyor belt, making it possible to achieve much greater capacity in the same floor area. In this article, we examine why humidity is critical in spiral freezers, why silica gel rotor technology is preferred, and the engineering fundamentals of complete humidity control.
Spiral Freezers: Basic Operating Principle
The core component of the system is a steel conveyor belt wound around a circular or oval tower. The belt gradually rises from the lower-tier inlet to the upper tier, allowing products to complete their full freezing time. In the operating principle, cold air circulates within the cabin in a top-to-bottom or cross-flow pattern, rapidly removing heat from the product surface.
Conveyor Geometry and Air Flow
The vast majority of modern spiral freezers adopt self-stacking belt technology. In this arrangement, the belt is guided by the friction force on itself rather than a central tower drum. This design allows the belt width to reach up to 1,200 mm, facilitating the processing of large-format products (large pizzas, whole chicken, fish fillets).
In terms of air flow arrangements, two basic approaches exist: vertical (top-to-bottom or bottom-to-top) and cross-flow. Vertical flow optimizes the drying rate by providing perpendicular contact with the product surface, while the cross-flow arrangement creates a more homogeneous temperature profile, especially in thin products. Most modern systems use hybrid arrangements combining both approaches.
The Effect of Humidity on Food Quality and Process Efficiency
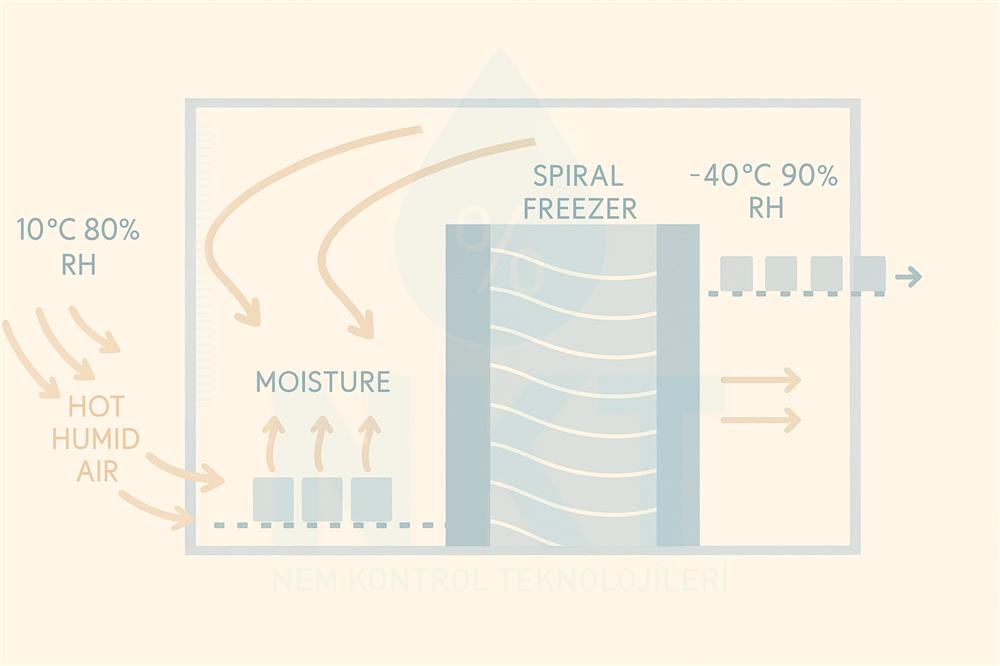
Humidity management inside a spiral freezer is a critical parameter that directly affects the overall performance of the facility. Moisture molecules continuously leaking from the ambient air turn into ice crystals when they contact the low temperature. This process triggers three interconnected chains of problems.
Effects on Product Quality
Moisture entering the freezer first accumulates on the product surface, forming a frost layer. Although this frost layer initially seems like only an aesthetic problem, over time it leads to serious quality losses:
- Ice crystal growth: The re-condensation of ambient moisture on the product causes large ice crystals that pierce through cell membranes. During thawing, the cell water is released and the product loses its original texture.
- Dehydration (freezer burn): Under low relative humidity conditions, the water on the product surface evaporates away. Especially in unpackaged products, the surface dries, the color deteriorates, and most of the aromas evaporate.
- Weight loss: Research shows that for uncontrolled freezers, weight loss can reach 0.5–1.5% of the product weight. In high-volume facilities, this rate turns into a serious economic loss.
- Nutritional value loss: Surface oxidation degrades vitamin C and B-group vitamins; lipid oxidation creates unpleasant flavors.
Laboratory studies show that large ice crystal formation causes 18–34% more drip loss in fish muscle tissue. When the dew point is kept below -50°C, this rate falls below 4%.
Effects on Energy Costs
Ice buildup acts as an insulating layer that increases heat transfer resistance on the evaporator coils. An ice layer only 3 mm thick reduces evaporator effectiveness by up to 30%. The compressor consumes more energy to compensate for this loss, and the operating pressure drops.
This creates a cascade effect: reduced cooling capacity → increased freezing time → reduced conveyor speed → capacity loss. If a facility's capacity drops by 15–20% in this way, the company has to either purchase new equipment or work overtime; both options incur serious costs.
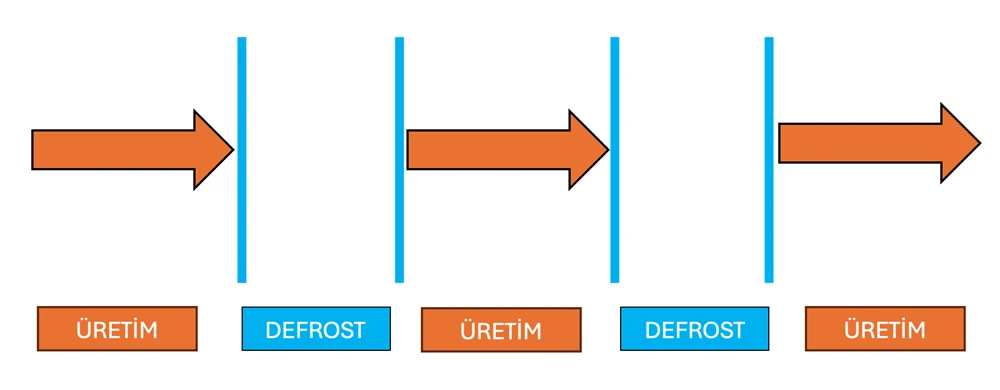
Maintenance Load and Defrost Frequency
Spiral freezers without humidity control require defrosting 2–4 times a day, whereas in systems with good humidity management this frequency can drop to 2–3 times a week. Each defrost cycle creates an average of 45–90 minutes of downtime, consumes additional energy and water to remove the melted water, causes thermal fatigue on the belt and mechanical components, and increases food safety risks.
Freezing Parameters by Food Type
Different food products involve different freezing profiles and humidity control requirements. The table below summarizes the basic parameters for common food categories:
| Product Type | Target Exit Temp. | Belt Speed | Critical Humidity Effect | Recommended Dew Point |
|---|---|---|---|---|
| Fish fillet | -18°C core | 0.05–0.12 m/s | High (drip loss, texture) | -55°C or below |
| Red meat | -18°C core | 0.04–0.10 m/s | High (color, weight loss) | -50°C or below |
| Cooked poultry | -18°C core | 0.06–0.15 m/s | Medium (coating integrity) | -45°C or below |
| Pizza / dough product | -15 to -20°C | 0.08–0.18 m/s | Medium-High (cracking risk) | -45°C or below |
| Vegetables (IQF) | -18°C surface | 0.12–0.25 m/s | Low-Medium | -40°C or below |
| Seafood (shrimp) | -18°C core | 0.05–0.12 m/s | Very high (glazing effect) | -58°C or below |

Silica Gel Rotor vs. Mechanical Dehumidifier
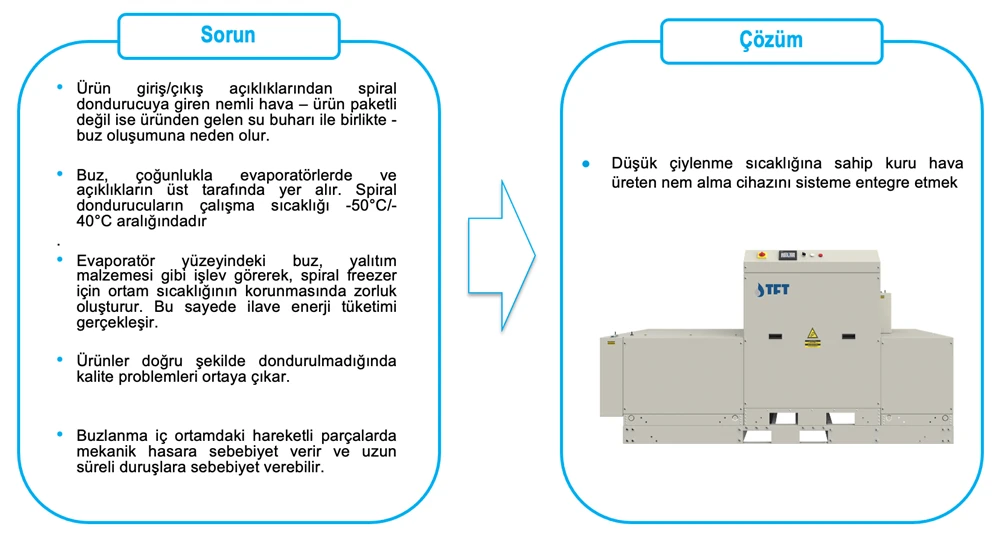
When it comes to low-temperature applications, mechanical (condensation) dehumidifiers that work with a cooling system experience serious limitations. By the laws of physics, these systems cannot go below a certain dew point: when the evaporator temperature approaches near 0°C, ice forms on the condensation surface and the system is forced into defrost mode. This makes spiral freezer integration nearly impossible.
Silica gel rotor dehumidifiers (desiccant dehumidifiers) base the dehumidification process not on cooling but on adsorption/desorption chemistry. This principle makes it possible to dehumidify down to a -70°C dew point without a theoretical minimum humidity limit.
| Parameter | Silica Gel Rotor | Mechanical (Condensation) |
|---|---|---|
| Min. dew point | -70°C and below | +2°C practical limit |
| Low-temperature performance | Does not decrease | Dramatic drop (<10°C) |
| Defrost risk | None | Continuous risk |
| Energy source | Heat (steam/gas/electric) + fan | Electricity only |
| Moving parts | Rotor only (low RPM) | Compressor + fan + valve |
| Maintenance interval | 6–12 months | 3–6 months |
| Food environment compatibility | Excellent (HACCP) | Conditional |
In environments at -20°C and below, the silica gel rotor should always be preferred. Mechanical dehumidifiers can only be used in this temperature range for pre-drying purposes and in a cascade arrangement with a desiccant system.



System Integration Design
The correct integration of a dehumidifier into a spiral freezer requires different solutions depending on variables such as whether the product is packaged, seasonal humidity variation, and infiltration load. The scheme below summarizes how to select the right integration approach:
Pre-Cooling Coil Integration
The dry air leaving the desiccant system may typically be affected by the 40–60°C reactivation temperature. Therefore, passing the air through a pre-cooling coil before delivering it to the freezer environment is critically important. The coil brings the air temperature closer to the freezer interior temperature, eliminating the risk of sudden thermal shock and reducing the cooling load.
Filter Cascade
Air quality is extremely critical in food processing environments. The recommended filter sequence: G4 coarse particle filter → F8 fine filter → H14 HEPA filter. This three-stage system captures 99.995% of particles 0.3 microns and larger; thus, the risk of microbial contamination to the product and the freezer environment is minimized.
Fan Synchronization
The desiccant exhaust fan, freezer interior circulation fans, and air blade fans must work in coordination. PLC-based fan synchronization balances instantaneous pressure differences, ensuring balanced air flow within the tunnel. The optimal balance between excessive positive pressure (due to the air blade) and excessive negative pressure (due to the freezer fan) can reduce energy consumption by 12–18%.
Dew Point Targets and Sensor Selection
In spiral freezer applications, dew point management requires a far more comprehensive control strategy than a mere humidity measurement. Target dew point values should be kept at least 10–15°C below the freezer interior temperature; this rule is called the "frost prevention window."
Dew point target = Freezer interior temperature − 15°C. Example: for a -40°C interior temperature, the target dew point should be ≤ -55°C.
For sensor selection, crystal-oscillator-based dew point hygrometers are far more reliable than typical capacitive sensors. They can measure down to -80°C and are resistant to drift. Three critical locations are recommended for placement: the freezer inlet section (moisture load detection), the interior mid-section (operating condition monitoring), and the outlet section (verification of control effectiveness).
Air Blade System and Positive Pressure Application
Air blade systems prevent moisture entry from outside by creating an "air curtain" at the spiral freezer entry and exit doors. The basic principle of this system is to create a dynamic barrier at the door opening by blowing high-velocity (15–25 m/s) dry air through a narrow slit. A well-designed air blade system can reduce moisture entry by 70–85%; this rate varies according to the width of the door opening, the opening frequency, and the outside ambient moisture load.
The positive pressure strategy is an important complement that supports the air blade system. Maintaining a slight positive pressure of 10–30 Pa in the freezer interior relative to the outside atmosphere reverses the inward air flow that occurs with each door opening. This strategy is especially important in environments with a high door-opening frequency (30+ openings per hour).
Energy Efficiency Analysis
The effect of humidity control on energy is not limited to defrost reduction alone. When a holistic energy analysis is performed, it is seen that a controlled humidity environment can reduce the total energy cost by 18–28% on a kWh/ton-of-product basis:
| Energy Component | No Humidity Control (kWh/t) | With Humidity Control (kWh/t) | Saving |
|---|---|---|---|
| Compressor energy consumption | 85–100 | 65–80 | ~22% |
| Defrost heating energy | 18–28 | 3–5 | ~82% |
| Fan and pump energy | 12–18 | 10–15 | ~17% |
| Desiccant system energy | — | 8–14 | Added cost |
| Total | 115–146 | 86–114 | ~22% |
ROI Analysis
When calculating the payback period of an investment in a desiccant dehumidification system, three main savings channels should be considered: energy savings, product loss reduction, and maintenance cost reduction.
For a spiral freezer facility with a 5,000 m³ volume and 2 t/h capacity, calculations show that the desiccant system investment cost pays back within 2.5–3.5 years through energy savings (22%), product loss reduction (0.8% weight saving), and reduced maintenance costs.
Case Study: Fish Processing Facility
A fish processing facility processing 40 tons of salmon fillet per day was experiencing serious efficiency problems before the humidity control application. In the initial state, the freezers required defrosting an average of 3.8 times a day, with a total downtime of 228 min/day; product weight loss averaged 1.2%, and annual maintenance cost was around €85,000.
In the implemented solution, two silica gel rotor dehumidifiers with a capacity of 4,500 m³/h each, a dual air blade system, and a PLC control system targeting a -60°C dew point were installed. Over an 18-month monitoring period, significant improvements in defrost frequency, downtime, product loss, and maintenance costs were documented — the investment paid back within the projected ROI window together with the total savings achieved.
Humidity control in spiral freezers is not a choice but an economic necessity in terms of protecting product quality, reducing energy costs, and lowering the maintenance load. In these low-temperature environments, silica gel rotor desiccant systems are the only real solution, with their dew point capability reaching down to -70°C. Combined with correct integration design, dew point targeting, and air blade support, the investment pays back within 2–4 years in most facilities.
As NKT - Humidity Control Technologies, with our 20+ years of engineering experience in the food processing and cold storage sectors, we offer customized humidity analysis and system design for your spiral freezer facilities. Share your project with us, and let us design the right system together.


